|
|
|
May 24, 2016 23:52:39 GMT
|
I've been removing a complete panel from a scrap she'll to eventually replace the dented panel on mine. I bought a spot weld drill from Machine Mart, but have neglected to use it for ages. I started off with a drill, going straight through the spot welds (of which there were about one hundred), and using a narrow chisel and light hammering to remove the stubborn bits. Some of them are a bit messy, but can be fixed with a pool weld in the hole. I thought I'd try out the spot weld drill bit, which is spring loaded and a gnarly circular cutting blade. I used a centre punch and centred the SW tool, and it just takes the top off in seconds, and then you tap it with the centre punch and it separates. Really tidy and takes a fraction of the time over the drill bit. Removing the panel was a bit of a practice run, and want to make a good job when I come to take the panel off my car. Does anyone have any tips before I start tomorrow? I have a joggler, the panel will be cut in half and welded down the shortest length above the wheel arch. I want to fill the holes made from spot weld removal by putting a piece of metal on the back, filling in, and then grinding back the metal on the back so it's completely flush, and then use a spot welder to attach to the body. Are these hand helds any good, or would it be best to just use the holes to attach?  |
| |
Last Edit: May 24, 2016 23:56:44 GMT by DavidB
|
|
|
|
|
|
|
|
|
|
You'd be putting a lot of extra work on yourself, imo you're handier just plug migging the panel on.
|
| |
|
|
|
|
|
May 25, 2016 11:07:23 GMT
|
|
I'd agree, lots of work to fill all the holes, more potential for heat damage on the panel so more work to cure that. If you're concerned about making the spot welds visible, you could plug weld, grind flat, then use a 6mm or 8mm punch to create the illusion of spot welds.
|
| |
|
|
|
|
|
|
|
|
Also, if you really want to fill those holes, it's much simpler to use a bit of copper plate/flattened pipe to weld against and just fill it with mig and then grind it flat. No need to weld something on the underside to grind off.
|
| |
|
|
|
|
|
May 27, 2016 11:59:42 GMT
|
Can you not attack the spotwelds from the other side and hence avoid creating holes in the panel you want to keep? I have removed more spotwelds than just about anybody on this planet, and all I use is a 1/8" and 5/16" drill bit. Mark the center of the spotweld with a center punch (actually have a feel for the low spot of the spotweld and punch there) Then drill a 1/8" blind hole that just goes past the first layer of tin.  Then using a 5/16" bit that has been re-ground to a shallow angle, chase the 1/8" pilot hole. The flat bit will stop cutting when it hits the bottom of the 18" hole.  Since it has no real point, the flat bit will stop cutting when it reaches the bottom of the 1/8" blind hole. You can see by the rust that it has cut through the middle of the spotweld ,  Grab your persuader and a thin blade to separate the panels.  you can see how the panel behind is left free of holes for the most part. I don't think you could do much better with the spotweld cutter tool  Picture of a Miata that I had to de-construct down to the bare chassis structure using this technique. About halfway done.  |
| |
|
|
BT
Posted a lot

Posts: 1,772
|
|
|
|
|
Well done on the above post. Being a thrifty barstool myself I have often wondered about modifying a larger drill bit with a far shallower cutting face in an attempt to remove spot welds.
I think my idea may have worked with a bit of perseverance, but your post has saved me a lot of thinking time, and a lot of trial and error. So thanks very much for that.
|
| |
|
|
|
|
|
|
|
|
I tried that, but it didn't work for me!
Went back to the spot weld cutter and does it brilliantly. You don't have to hammer and chisel the panels apart!
|
| |
|
|
|
|
|
|
|
Well done on the above post. Being a thrifty barstool myself I have often wondered about modifying a larger drill bit with a far shallower cutting face in an attempt to remove spot welds. TonyBMW's "making panels" thread elsewhere on here shows how to grind a standard 8mm drill bit to make it a spot weld bit. |
| |
|
|
|
|
|
Jun 10, 2016 19:57:42 GMT
|
Well done on the above post. Being a thrifty barstool myself I have often wondered about modifying a larger drill bit with a far shallower cutting face in an attempt to remove spot welds. TonyBMW's "making panels" thread elsewhere on here shows how to grind a standard 8mm drill bit to make it a spot weld bit. Thanks for pointin me in the direction of that thread. Took a while but I found the post: wiki.retro-rides.org/How%20to%20sharpen%20a%20spot%20weld%20drill.ashxWhile much the same idea as what I do, the execution is much better. I will be trying this out soon as I have a job with several hundred spot-welds that need to come apart. You can buy drills with this profile, but they are crazy expensive and all it takes is one nick of an edge to kill it. 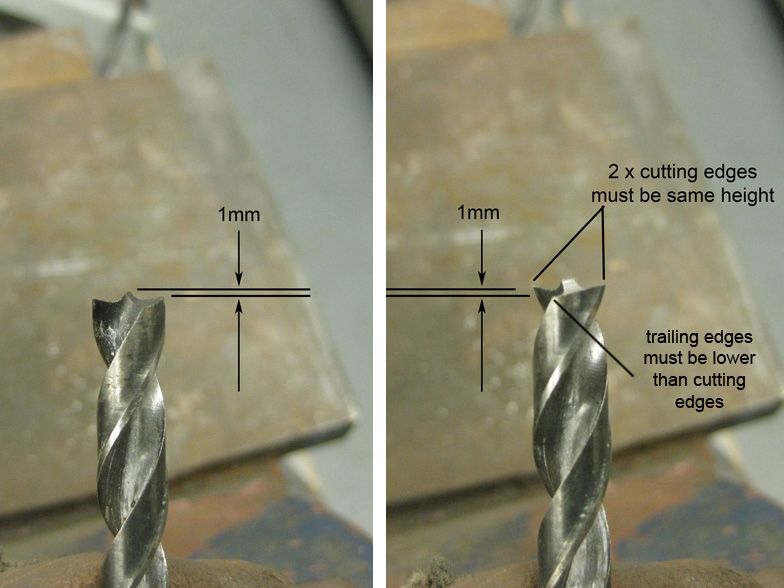 |
| |
|
|
|
|
|
Jun 13, 2016 10:56:43 GMT
|
|
you can buy spot weld drills like the above, theres a seller on ebay who does cobalt versions (last longer) and sells on exchange basis, so you can basically swap for sharpened ones.
|
| |
|
|
|
|
vanpeebles
Part of things
I am eastbound in pursuit of a white Lamborghini, this is not a recording.
Posts: 981
|
|
Jun 13, 2016 11:00:39 GMT
|
Yep I think I got the same one, it wasn't very expensive and worked really well. You get good at drilling spot welds owning a mini  |
| |
|
|
hario
Part of things
S202 C300STD
Posts: 421 
|
|
Jun 16, 2016 18:18:15 GMT
|
Can you not attack the spotwelds from the other side and hence avoid creating holes in the panel you want to keep? I have removed more spotwelds than just about anybody on this planet, and all I use is a 1/8" and 5/16" drill bit. Mark the center of the spotweld with a center punch (actually have a feel for the low spot of the spotweld and punch there) Then drill a 1/8" blind hole that just goes past the first layer of tin. Then using a 5/16" bit that has been re-ground to a shallow angle, chase the 1/8" pilot hole. The flat bit will stop cutting when it hits the bottom of the 18" hole. Since it has no real point, the flat bit will stop cutting when it reaches the bottom of the 1/8" blind hole. You can see by the rust that it has cut through the middle of the spotweld , Grab your persuader and a thin blade to separate the panels. you can see how the panel behind is left free of holes for the most part. I don't think you could do much better with the spotweld cutter tool Picture of a Miata that I had to de-construct down to the bare chassis structure using this technique. About halfway done. Just use an actual spot weld drill bit to leave the substrate panel intact then rosette weld on your replacement panel (plug weld as you call it)..
www.ebay.co.uk/itm/8-0MM-SPOT-WELD-DRILL-BITS-8MM-DRILLS-SUPER-BARGAIN-/250301377889
|
| |
*S202 C300TD Wagon*
Installed:
OM606 & 722.6, Evo6 IC, S600AMG callipers & 345mm rotors. No catz. Leatherish seats.. Rust..
Future:
DIY manifolds & turbo compound build.
Built IP, & some kind of software. Less rust..
|
|
|
|
|
Jun 16, 2016 18:49:27 GMT
|
Have not see that style available at that price. Ones I have seen are 50-75 dollars each. Not going there! |
| |
|
|
hario
Part of things
S202 C300STD
Posts: 421
|
|
Jun 17, 2016 16:25:27 GMT
|
|
|
| |
*S202 C300TD Wagon*
Installed:
OM606 & 722.6, Evo6 IC, S600AMG callipers & 345mm rotors. No catz. Leatherish seats.. Rust..
Future:
DIY manifolds & turbo compound build.
Built IP, & some kind of software. Less rust..
|
|
|
|
|
Jun 19, 2016 13:11:17 GMT
|
|
|
| |
Last Edit: Jun 19, 2016 13:15:03 GMT by darrenh
|
|
logicaluk
Posted a lot
Every days a school day round here
Posts: 1,373
|
|
Jun 23, 2016 19:30:17 GMT
|
|
Ive used one of those machine mart spring loaded cutter things and loved it.
I used a 3.5mm iirc drill bit just big enough for the spring point to locate snugly into to put a guide hole in the center of the spot weld that way even if the the panels not square you still get an accurate cut, then a squirt of lube and drill away i think its done over 500 spot welds on one cutter. Propper value.
Dan
|
| |
|
|
|
|
|
Jun 24, 2016 19:57:11 GMT
|
they certainly do cut well. the only ususe i had with the hole saw spring needle type is that it leaves a disk of spot weld on the parent metal. also, both my machine mart ones the tool gets very hot (of course) but after a few goes the heat made the spring pin seize inside the casing. game over  |
| |
Last Edit: Jun 24, 2016 19:57:56 GMT by darrenh
|
|
|
|
|
|
|
|
Comparing my spot weld drilling and the spot weld cutter drill, the cutter did it in a fraction of the time and it's much tidier. I did half with the cutter and did the lot in about five minutes as opposed to a few hours, and didn't distort, tear or bend any of the panels, especially when you're hammering an old chisel behind a wheel arch in a crevice.
I just used a centre punch to have something to centre the springy point in, they are frigging brilliant. It lasted about 200 goes before I went in at an angle and broke one of the teeth of, due to my crack handedness, but it was the final one luckily.
|
| |
|
|
|
|
|
|
|
|
You don't even need to go all the way through with a spot weld drill, you can just penetrate to sheet thickness and leave the second panel intact to weld back to.
|
| |
|
|




















