fad
Posted a lot

Posts: 1,781
|
|
Nov 28, 2017 18:45:38 GMT
|
Can you explain / show photos of the whole extruder set up? I understand the Cnc part of moving the nozzle around,but what controls the temp and feeds the filament? Does the nozzle have a valve in it to shut off when you move to a new position? I.e. If you are printing something with holes in it.The 3d model bit is easy,but what breaks that down into the layers that you print? OK so... I will post pics of mine tomorrow. But an extruder has toothed drives that grip the filament. It turns and pushes filament along. That gets pushed into a hole in a metal block (usually aluminium) that is heated to beyond the melting point of the filament. It forms a liquid pool, and there's a nozzle under it. Pressure from the filament being pushed in extrudes a string the same diameter as the nozzle. When you move you back the filament off slightly to relieve the pressure. There's an art to getting the right retraction speed and distance. You break your 3D models into slices, and print slice by slice using standard gcode. |
| |
|
|
|
|
|
|
My 3D PrintingDeleted
@Deleted
|
Nov 28, 2017 19:02:41 GMT
|
|
Ok.G code isn't a problem,but what software do you use to break the model into slices? I am used to taking material off with the Cnc lathe and 4 axis vmc,,not putting it on, 😂
|
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
Nov 28, 2017 19:05:53 GMT
|
Ok.G code isn't a problem,but what software do you use to break the model into slices? I am used to taking material off with the Cnc lathe and 4 axis vmc,,not putting it on, 😂 Loads. Cura, simplify, there's loads of slicing software out there. |
| |
|
|
|
|
|
Nov 28, 2017 19:43:11 GMT
|
The filament is just reversed for a small distance to reduce any drool when the nozzle is moving. Temps are controlled with either a thermistor or thermocouple embedded in the heater block (thermistors are cheaper, but mine uses thermocouples). You feed a 3d model into another program called a 'slicer' which breaks it down into layers, perimeters, infill, supports, etc, layer by layer, which is where you setup all your speeds, temperatures, extrusion rates, etc. edit: Didn't see the next page, doh  Basically your slicer is the exact same function in the work process as your CAM program for toolpathing is in your lathe/mill setup. But working bottom up instead of top down. |
| |
Last Edit: Nov 28, 2017 19:45:11 GMT by phillipm
|
|
fad
Posted a lot
Posts: 1,781
|
|
Nov 28, 2017 19:53:03 GMT
|
|
Concrete printers... Now they ARE cool!!
|
| |
|
|
|
|
|
Nov 28, 2017 20:17:30 GMT
|
|
Not as cool as pancake printers:
|
| |
|
|
|
|
|
Nov 28, 2017 22:45:13 GMT
|
|
Don't give @johnnybravo too much information. Next he'll be cnc'ing extruder blocks and metal 3d printing using coathangers and MIG wire.
|
| |
|
|
|
|
|
|
|
Been done before by strapping a MIG welder to a plasma table |
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
|
|
Been done before by strapping a MIG welder to a plasma table Bet that got hot!!! Masking tape and Build tack surfaces ain't gonna stop that from warping! |
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
Dec 15, 2017 18:22:51 GMT
|
So drew up my new E3D legends extruder mount. 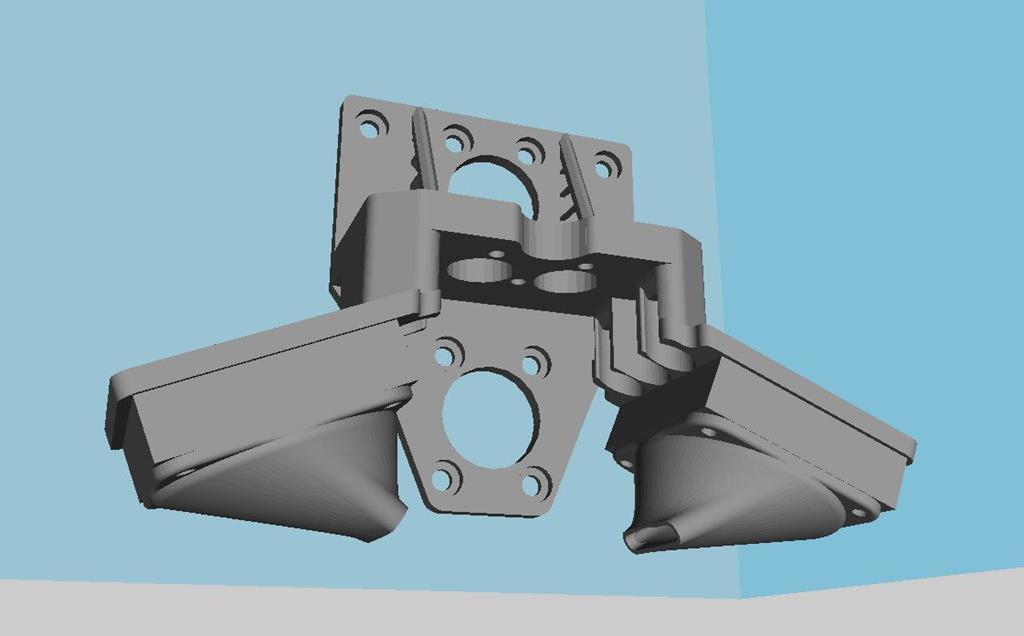 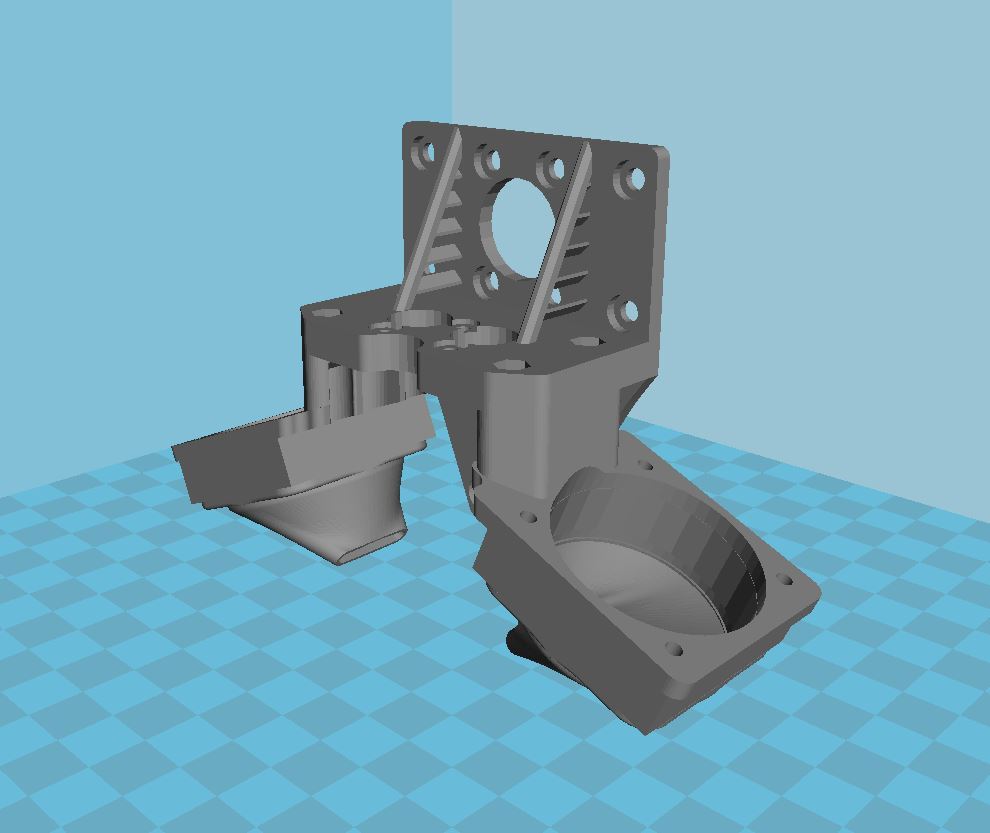 And printed it (along with some other parts). 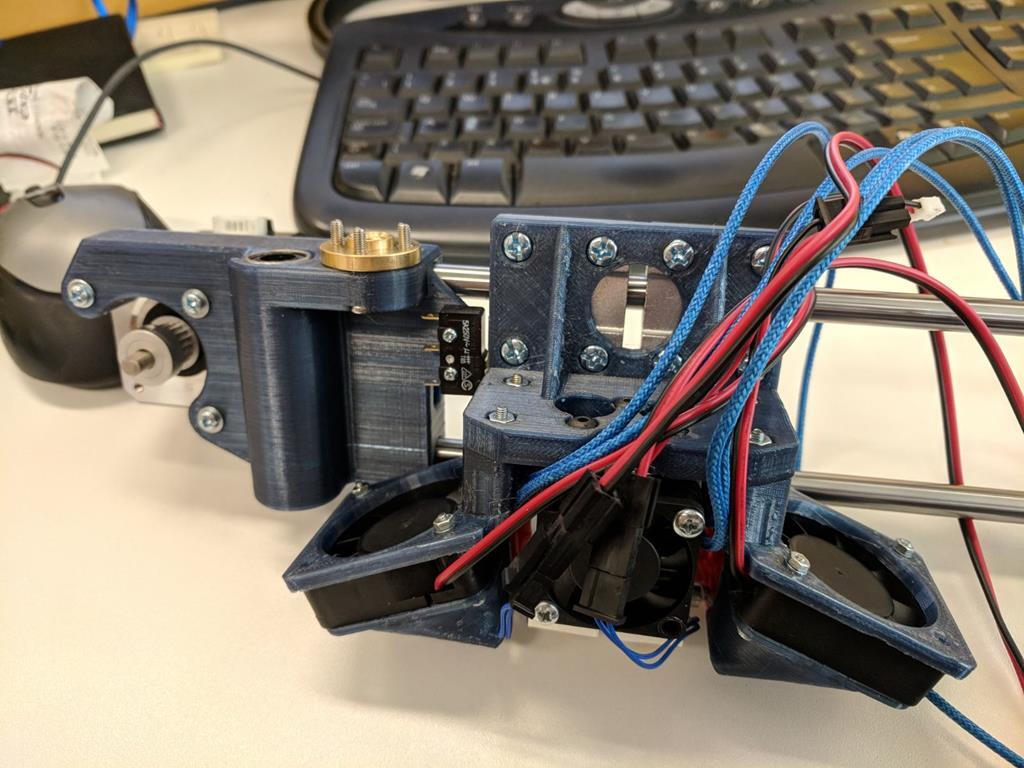 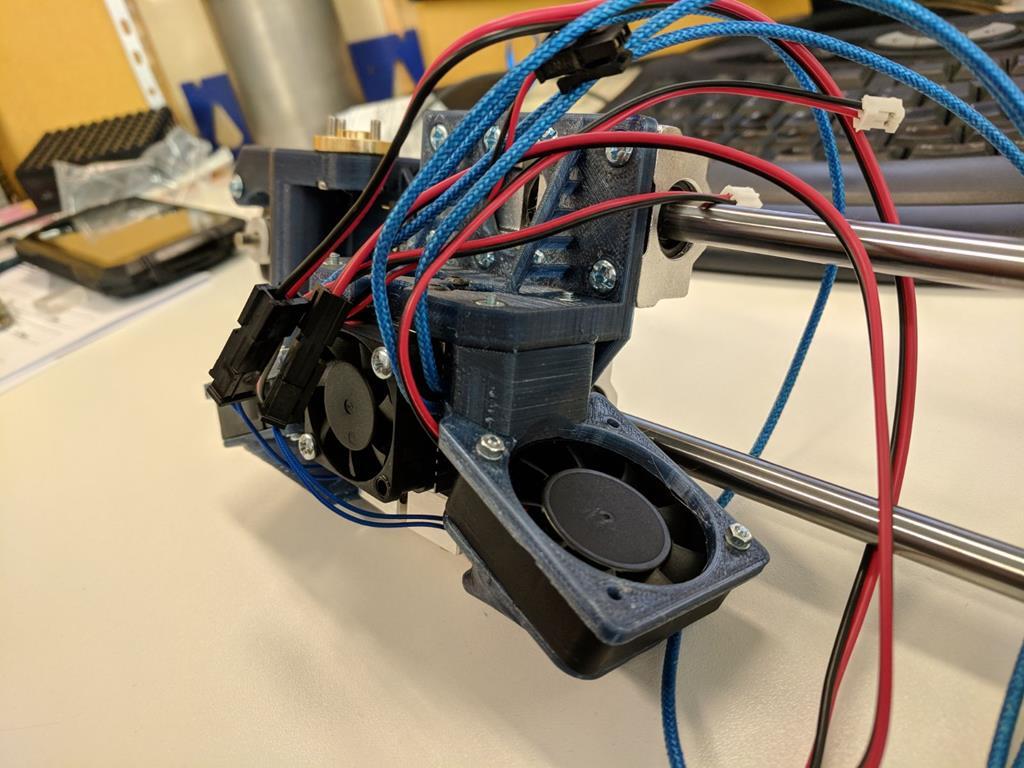 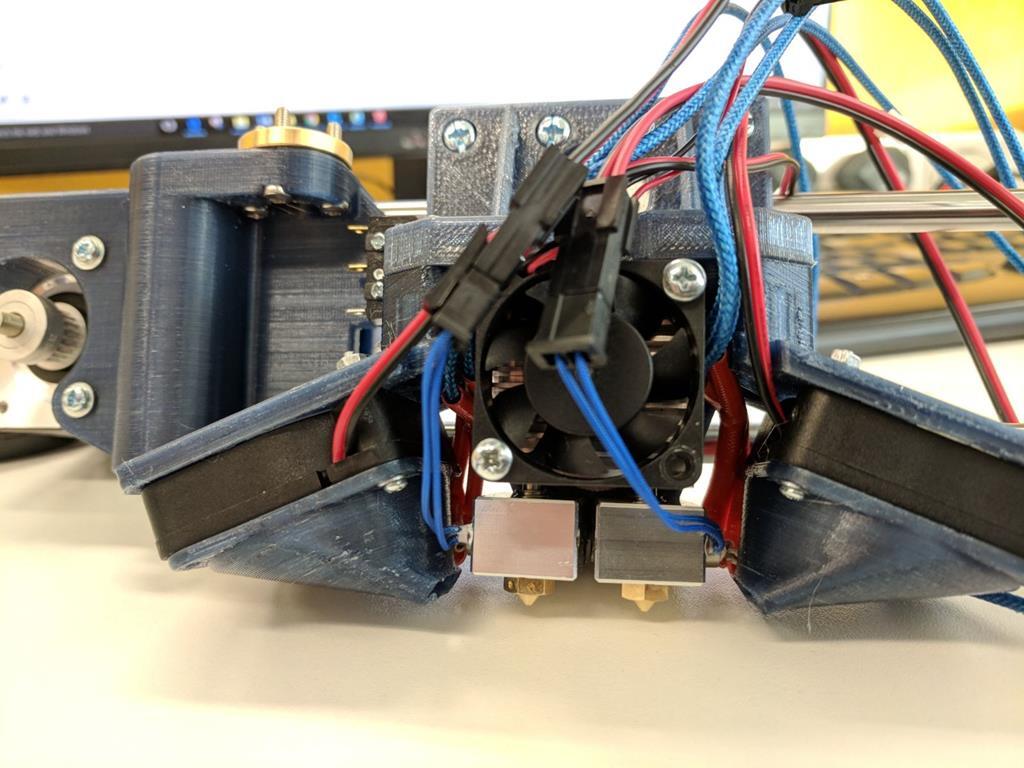 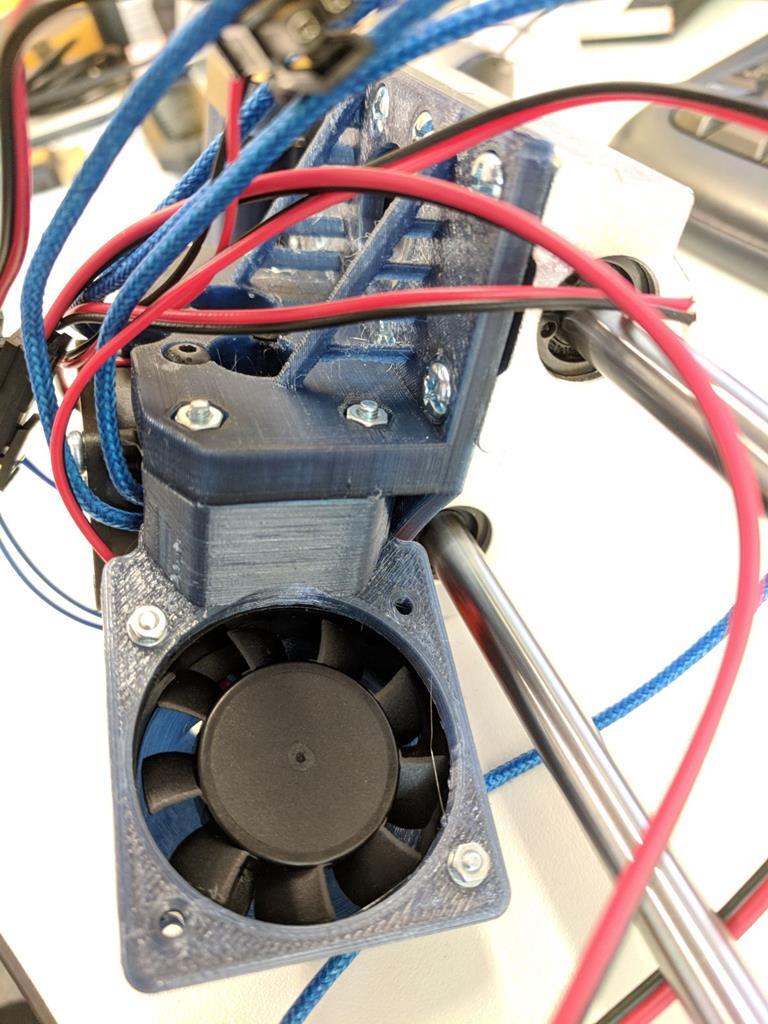 Looks OK, fits lovely! Just needs a quick tidy up. Can't seem to quite eliminate petg stringing on my current printer. Retraction enabled at 4mm,Z hopping enabled, under extruding slightly, none-print moves set to 150mm/s, just won't quite go. |
| |
Last Edit: Dec 15, 2017 18:29:25 GMT by fad
|
|
|
|
sb
Part of things
Posts: 725 
|
|
Dec 15, 2017 19:26:00 GMT
|
|
I have an Anet A8 and your print accuracy looks so much better than mine. Although the actual print is accurate it cannot line each layer up accurately so it always ends up lumpy. Do you have any advice on what to look at to improve it?
|
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
Dec 15, 2017 19:47:25 GMT
|
I have an Anet A8 and your print accuracy looks so much better than mine. Although the actual print is accurate it cannot line each layer up accurately so it always ends up lumpy. Do you have any advice on what to look at to improve it? Post some pics of your prints and if possible a vid of it running? What slicer software do you use? What filament? I copied an Anet A8 more or less at first. Its nowhere near an anet now lol |
| |
Last Edit: Dec 15, 2017 19:48:13 GMT by fad
|
|
sb
Part of things
Posts: 725
|
|
Dec 15, 2017 23:12:37 GMT
|
Cura and only tried PLA so far but got some ABS now to try. Here are some pics to try and show it, theres just a slight deflection generally only in one axis. Never worse than about 1mm, and its random what levels it occurs at.   Theres no obvious backlash so my only though is the overall stability and whether the bridge is swaying during printing? But its random when it occurs and I would expect that to get worse at it rises. |
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
|
|
|
That is strange. How tense are your belts? How tight are the grub screws on the pulleys? Hit "home all" in your menu and with the steppers locked, push the extruder carriage along and the heat bed. You shouldn't be able to move them at all, they should be locked solid. If they slip on the belts or on the pulleys, there's your problem.
I can't see it in the first pic but the second is clear. Looks like its missing a step. Is the shift on the X or Y axis? (though I think it's X and Z on an Anet, Y is the vertical IIRC?)
Is your printer totally stock?
|
| |
Last Edit: Dec 16, 2017 0:31:07 GMT by fad
|
|
sb
Part of things
Posts: 725
|
|
Dec 16, 2017 10:41:40 GMT
|
|
I have belt tensioners and they're all tight, I did have an issue with the grubs so theyve all been triple checked now and last I checked all the steppers lock solid.
Its just weird that is still draws the exact pattern but offset, but it manages to recover again. I would expect any slippage to make it slowly get worse.
|
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
Dec 16, 2017 11:08:28 GMT
|
|
Depends. It can slip a tooth in either direction.
Save your cura profile and send it to me pm me for email addy
|
| |
Last Edit: Dec 16, 2017 11:10:27 GMT by fad
|
|
|
|
|
Dec 16, 2017 22:16:31 GMT
|
4mm is probably too much retraction - and how fast are you retracting? I found with PETG that if you have too much it draws air into the melt and being fairly sticky PETG will entrap it, you get strings and those little marks from a start that you have there. A little bit of stringing on long travel moves is a bit of an inevitability, I get none where it matters and just a little on long moves:  But it scrapes straight off with a knife or a pass over with a lighter. |
| |
Last Edit: Dec 16, 2017 22:19:06 GMT by phillipm
|
|
fad
Posted a lot
Posts: 1,781
|
|
Dec 16, 2017 22:35:32 GMT
|
|
Mind if I ask what filament specifically that is,and the size of what you printed? Looks great!
|
| |
|
|
|
|
|
Dec 16, 2017 22:46:01 GMT
|
|
That's Rigid.ink PET-G - I think 1.6mm of retraction at 30mm's, they're about 150mm tall, 70mm wide, 60mm deep.
|
| |
|
|
fad
Posted a lot
Posts: 1,781
|
|
Dec 16, 2017 23:04:09 GMT
|
That's Rigid.ink PET-G - I think 1.6mm of retraction at 30mm's, they're about 150mm tall, 70mm wide, 60mm deep. Looks lovely. See what you mean about stringing. PETG is the way to go for sure. Mine is Prima filament. That head (E3D Legends (genuine not clone)) is for the arduino due + RADS build with the nema 17 0.9* steppers... I really hope the quality is worth the outlay! |
| |
|
|
|
|










